
Metalizacja natryskowa cynkiem to praktyczny sposób ochrony stali tam, gdzie zwykła farba okazuje się za słaba, a cynkowanie ogniowe jest trudne do wykonania albo zbyt ograniczające technologicznie. W tym artykule wyjaśniam, na czym polega ten proces, jak wygląda przygotowanie powierzchni, gdzie ta metoda daje najlepszy efekt i jak rozsądnie porównać ją z innymi sposobami zabezpieczania metalu. Dorzucam też praktyczne wskazówki z perspektywy warsztatu, bo przy tej technologii drobny błąd na początku potrafi zepsuć całą robotę.
Najważniejsze fakty o cynkowaniu natryskowym stali
- Proces polega na stopieniu cynku i naniesieniu go na wcześniej bardzo dobrze przygotowaną stal.
- Typowa grubość powłoki to około 75-150 μm w systemach z uszczelnieniem lub farbą nawierzchniową oraz 200-400 μm przy samej powłoce cynkowej.
- Najważniejsze dla trwałości jest przygotowanie podłoża: czyste, suche i odpowiednio chropowate.
- Technologia dobrze sprawdza się przy dużych, spawanych i trudno dostępnych elementach.
- Powłokę można uszczelnić albo pokryć farbą, jeśli ma pracować w bardziej wymagającym środowisku.
Na czym polega powłoka cynkowa nanoszona natryskowo
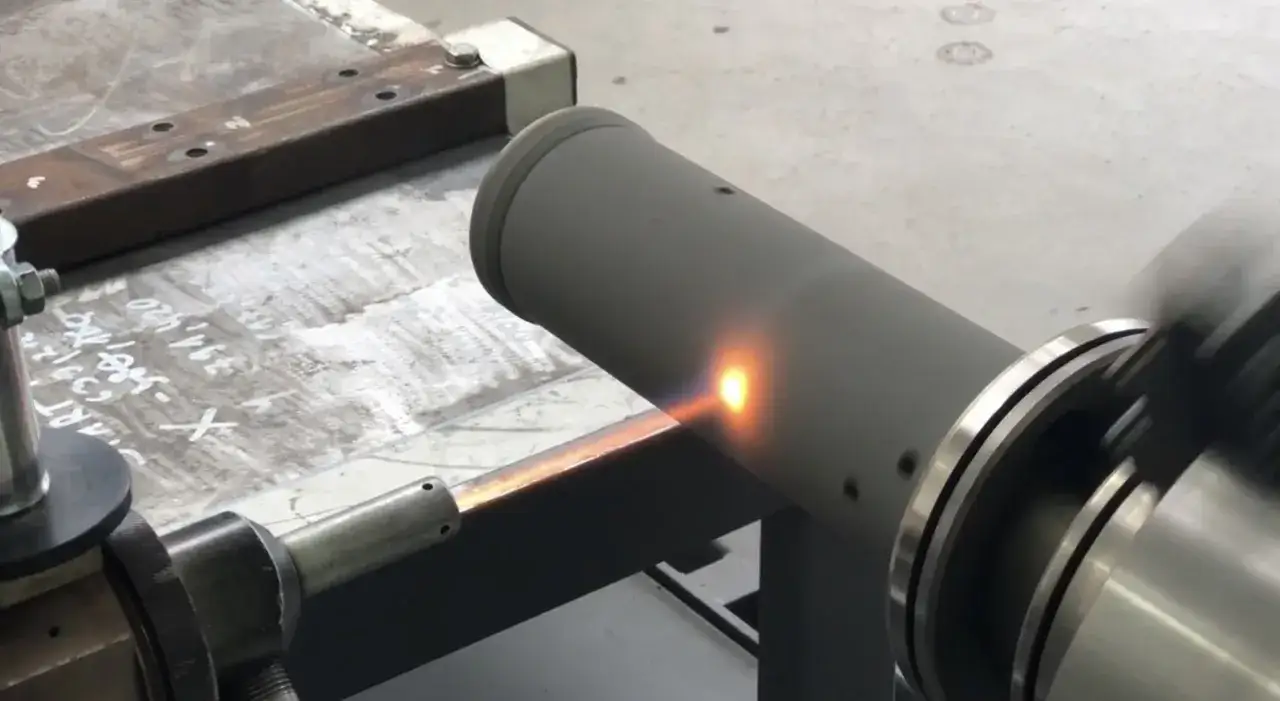
W uproszczeniu chodzi o to, że cynk w postaci drutu albo proszku trafia do pistoletu natryskowego, zostaje stopiony w płomieniu lub łuku elektrycznym, a potem jest rozpylany na stal. Drobne cząstki uderzają w podłoże, spłaszczają się i budują warstwę ochronną o strukturze lamelarnej, czyli złożonej z wielu cienkich „płytek”. Dzięki temu powłoka działa jednocześnie jak bariera i jak anoda ofiarna - cynk koroduje wcześniej niż stal, więc przejmuje część agresji środowiska na siebie.
To nie jest zwykłe „malowanie metalem”. O jakości decydują tu przyczepność mechaniczna, odpowiednia chropowatość podłoża i równomierne prowadzenie natrysku. W praktyce to jedna z tych metod obróbki powierzchniowej, które najlepiej sprawdzają się przy dużych, spawanych lub nieregularnych elementach, zwłaszcza wtedy, gdy nie da się ich zanurzyć w kąpieli cynkowniczej. Z mojego punktu widzenia to rozsądny kompromis między trwałością a elastycznością wykonania, ale cały efekt zaczyna się dużo wcześniej niż sam natrysk. Właśnie dlatego kolejna sekcja pokazuje proces krok po kroku.
Jak przebiega proces krok po kroku
W dobrze wykonanej usłudze nie ma miejsca na improwizację. Zanim cynk w ogóle dotknie stali, trzeba stworzyć warunki, w których powłoka będzie miała się czego „złapać”.
Przygotowanie powierzchni
Najpierw usuwa się rdzę, zgorzelinę hutniczą, stary lakier, olej i wszystkie zanieczyszczenia, które osłabiają wiązanie. Najczęściej robi się to przez śrutowanie lub piaskowanie do klasy Sa 2.5, czyli bardzo dokładnego oczyszczenia strumieniowo-ściernego. Powierzchnia ma być nie tylko czysta, ale też odpowiednio chropowata - zwykle mówi się o profilu rzędu 50-100 μm, a przy grubszym systemie jeszcze bardziej liczy się wyraźna „kotwa” dla powłoki.
To etap, na którym najłatwiej popełnić kosztowny błąd. Jeśli stal zostanie odtłuszczona byle jak albo po przygotowaniu będzie zbyt długo czekała na natrysk, zacznie łapać nalot i całe zabezpieczenie traci sens jeszcze przed startem. W praktyce właśnie ten fragment procesu odróżnia rzetelną obróbkę od usługi zrobionej na skróty.
Natrysk cynku
Po przygotowaniu podłoża operator podaje cynk do pistoletu. Materiał może być topiony w palniku płomieniowym albo w łuku elektrycznym, a następnie sprężone powietrze rozpędza cząstki i osadza je na stali. Każdy przejazd pistoletu dokłada zwykle około 50-150 μm powłoki, więc docelową grubość buduje się z kilku warstw nanoszonych krzyżowo.
Tu liczą się szczegóły: odległość dyszy od detalu, tempo prowadzenia, nakładanie ścieżek i temperatura podłoża. To nie jest technika typu „spryskaj i zapomnij”. Zbyt duży dystans daje pylistą, słabiej zbitą warstwę, a zbyt mały może pogorszyć strukturę powłoki. Właśnie dlatego doświadczenie operatora ma znaczenie większe, niż wielu osobom się wydaje.
Uszczelnienie i wykończenie
Sama warstwa cynku bywa porowata, więc w wielu zastosowaniach dodaje się sealer, czyli cienki uszczelniacz wnikający w pory powłoki. W systemach z uszczelnieniem lub farbą nawierzchniową typowa grubość całego układu wynosi około 75-150 μm. Jeśli powłoka ma pracować bez dodatkowej farby, zwykle projektuje się ją grubsza, najczęściej w zakresie 200-400 μm.
Uszczelnienie zmniejsza chłonność powłoki, poprawia wygląd i wydłuża trwałość w wilgotnym środowisku. Jeśli na cynk ma trafić farba nawierzchniowa, ważne jest zachowanie właściwego okna czasowego i zgodność z zaleceniami systemu powłokowego. W praktyce to właśnie układ cynk plus farba daje bardzo mocny kompromis między trwałością i estetyką.
Przeczytaj również: Jaka cyna do lutowania elektroniki? Wybierz mądrze!
Kontrola jakości
Po zakończeniu pracy sprawdza się grubość powłoki, ciągłość pokrycia, przyczepność i dokładność na krawędziach oraz w miejscach spawów. Przy większych projektach kontroluje się też profil powierzchni po obróbce strumieniowo-ściernej i stan czystości podłoża przed aplikacją. Bez tego łatwo uwierzyć, że warstwa jest dobra tylko dlatego, że wygląda równo z daleka.
Gdy już wiadomo, jak wygląda sam proces, łatwiej ocenić, gdzie ta technologia naprawdę daje przewagę, a gdzie lepiej wybrać inną metodę ochrony. To prowadzi prosto do praktycznych zastosowań.
Gdzie ta metoda daje najlepszy efekt
Najczęściej wygrywa tam, gdzie geometria lub gabaryt elementu utrudniają klasyczne cynkowanie ogniowe, a jednocześnie wymagana jest bardzo dobra ochrona antykorozyjna. Właśnie w takich przypadkach cynk natryskowy pokazuje swoją największą wartość.
| Przykład zastosowania | Dlaczego ta metoda działa | Na co uważać |
|---|---|---|
| Duże konstrukcje stalowe, mosty, maszty, wieże | Można zabezpieczyć elementy, których nie da się zanurzyć w kąpieli cynkowniczej. | Potrzebne jest bardzo dobre przygotowanie powierzchni i kontrola grubości na dużej powierzchni. |
| Spawane konstrukcje o skomplikowanym kształcie | Natrysk dobrze pokrywa spoiny, naroża i miejsca trudne do równomiernego malowania. | Ostre krawędzie trzeba odpowiednio przygotować, bo tam powłoka ściera się najszybciej. |
| Naprawy miejscowe po cięciu, wierceniu lub spawaniu | Można zabezpieczyć tylko uszkodzony fragment bez rozbierania całej konstrukcji. | Trzeba zachować zgodność z istniejącym systemem ochrony, zwłaszcza przy elementach wcześniej cynkowanych. |
| Balustrady, bramy, platformy, kładki, elementy zewnętrzne | Powłoka dobrze znosi warunki atmosferyczne, jeśli jest wykonana i uszczelniona prawidłowo. | Warto rozważyć dodatkową farbę nawierzchniową, gdy element ma pracować w bardziej agresywnym środowisku. |
| Elementy narażone na wilgoć, mgłę solną lub środowisko przemysłowe | Cynk zapewnia ochronę katodową i nie opiera się wyłącznie na barierze mechanicznej. | Dobór grubości powłoki musi odpowiadać realnym warunkom pracy, a nie tylko estetyce. |
Jeśli projekt jest mały, seryjny i przewidywalny, czasem wygodniejsze bywa cynkowanie ogniowe albo odpowiednio dobrana farba cynkowa. Warto więc zestawić te rozwiązania obok siebie, zamiast wybierać „w ciemno” tylko dlatego, że jedna metoda brzmi nowocześniej. To właśnie robię najczęściej przy ocenie zlecenia: sprawdzam nie nazwę technologii, ale realny cel ochrony.
Jak wypada na tle cynkowania ogniowego i farby cynkowej
Porównanie tych metod ma sens tylko wtedy, gdy patrzy się na gabaryt elementu, wymagany poziom ochrony, budżet i logistykę. Sama cena za metr kwadratowy niewiele mówi, jeśli nie wiadomo, jaki jest stan stali i jaka grubość powłoki ma finalnie powstać.
| Metoda | Największe zalety | Najważniejsze ograniczenia | Kiedy rozważyć |
|---|---|---|---|
| Cynkowanie natryskowe | Brak potrzeby zanurzania elementu, duża kontrola grubości, dobra opcja dla konstrukcji spawanych i napraw lokalnych. | Wysokie wymagania co do przygotowania powierzchni i jakości wykonania. | Gdy detal jest zbyt duży, zbyt złożony albo ma być zabezpieczony miejscowo. |
| Cynkowanie ogniowe | Bardzo solidna, sprawdzona ochrona i równomierne pokrycie dużej partii detali. | Ograniczenia gabarytowe, konieczność zanurzenia w kąpieli i większe wymagania logistyczne. | Gdy elementy da się bez problemu przygotować do procesu zanurzeniowego i liczy się produkcja seryjna. |
| Farba cynkowa | Najprostsza aplikacja, niskie wymagania sprzętowe, łatwa naprawa punktowa. | Zwykle cieńsza warstwa i niższa trwałość niż przy natrysku cieplnym. | Gdy potrzebna jest ochrona pomocnicza, serwisowa albo budżetowa. |
| Układ duplex | Cynk natryskowy plus farba nawierzchniowa daje bardzo mocną ochronę i lepszy wygląd. | Wyższy koszt i większa liczba etapów do dopilnowania. | Gdy konstrukcja pracuje długo w trudnym środowisku i ma być jednocześnie odporna oraz estetyczna. |
Jeśli zależy Ci na bardzo mocnej ochronie w trudnym środowisku, układ duplex bywa najrozsądniejszy: cynk natryskowy plus farba nawierzchniowa. To rozwiązanie droższe i bardziej wymagające, ale w praktyce daje świetny kompromis między trwałością a elastycznością montażu. Właśnie tutaj często kończy się teoria, a zaczyna najważniejsza część pracy: uniknięcie błędów wykonawczych.
Najczęstsze błędy, które psują efekt
- Zbyt słabe przygotowanie stali - jeśli powierzchnia nie jest dokładnie oczyszczona i zmatowiona, cynk nie zbuduje stabilnej przyczepności.
- Wilgoć lub tłuszcz na podłożu - nawet niewielkie zanieczyszczenie może osłabić lokalnie całą powłokę.
- Za gładki profil po śrutowaniu - bez odpowiedniej chropowatości powłoka nie ma się w czym „zakotwić”.
- Zbyt cienka warstwa - wygląda poprawnie na pierwszy rzut oka, ale szybciej traci rezerwę ochronną w eksploatacji.
- Pomijanie krawędzi i spoin - to miejsca najbardziej narażone na przyspieszone zużycie, więc wymagają szczególnej uwagi.
- Brak uszczelnienia tam, gdzie jest potrzebne - porowata powłoka bez sealeru może chłonąć wilgoć i szybciej się starzeć.
- Opóźnienie między przygotowaniem a natryskiem - stal potrafi bardzo szybko złapać świeży nalot, który pogarsza wynik.
W praktyce największy problem nie wynika z samego cynku, tylko z chaosu w kolejności działań. Najpierw trzeba przygotować podłoże, potem szybko i precyzyjnie wykonać natrysk, a dopiero na końcu myśleć o wykończeniu. Z takiej kolejności nie warto rezygnować, bo każda skrótowa decyzja odbija się później na trwałości.
Jak ocenić wycenę i jakość wykonania
Cena nie wynika wyłącznie z powierzchni w metrach kwadratowych. Przy tej technologii równie ważne są gabaryt, stopień skorodowania elementu, wymagana grubość powłoki i to, czy w grę wchodzi dodatkowe uszczelnienie albo malowanie nawierzchniowe. Jeśli ktoś podaje jedną stawkę bez obejrzenia detalu, zwykle upraszcza temat bardziej, niż powinien.
| Czynnik | Co zmienia w praktyce | Dlaczego ma znaczenie |
|---|---|---|
| Stan powierzchni | Im więcej rdzy, starej farby i zgorzeliny, tym więcej pracy przed natryskiem. | Przygotowanie powierzchni to często największa część całej usługi. |
| Geometria elementu | Spoiny, załamania, naroża i zamknięte profile wydłużają czas pracy. | Trudne miejsca wymagają większej precyzji i lepszej kontroli pokrycia. |
| Docelowa grubość powłoki | 75-150 μm to inny zakres pracy niż 200-400 μm. | Więcej materiału i więcej przejść pistoletu oznacza wyższy koszt. |
| Sealer lub farba nawierzchniowa | Dodatkowe warstwy poprawiają ochronę i wygląd, ale podnoszą koszt. | To często najlepszy wybór przy trudniejszych warunkach eksploatacji. |
| Kontrola odbiorcza | Pomiary grubości, test przyczepności i dokumentacja zajmują czas. | Bez kontroli trudno mieć pewność, że warstwa spełnia założenia projektu. |
Jeśli wykonawca potrafi jasno powiedzieć, jak przygotuje stal, jaki profil chropowatości zakłada, jaką grubość chce osiągnąć i czy powłoka będzie uszczelniona, to zwykle dobry znak. Jeżeli odpowiedzi są mgliste, a całość opiera się wyłącznie na „tak się u nas robi”, traktuję to jako sygnał ostrzegawczy. Z takiego podejścia wynika już ostatnia rzecz, którą warto ustalić przed zleceniem pracy.
Co ustalić przed zleceniem ochrony elementu stalowego
Zanim oddasz element do zabezpieczenia, dobrze jest doprecyzować kilka spraw. To oszczędza nerwów, skraca poprawki i pozwala porównać oferty na uczciwszych zasadach.
- Jaki ma być stan powierzchni przed natryskiem - najlepiej ustalić klasę oczyszczenia i sposób obróbki strumieniowo-ściernej.
- Jaką grubość powłoki trzeba osiągnąć - bez tego trudno porównywać różne wyceny i przewidzieć trwałość systemu.
- Czy powłoka ma być sama, czy w układzie duplex - czyli z dodatkową farbą nawierzchniową.
- Jak będą zabezpieczone gwinty, pasowania i powierzchnie współpracujące - te miejsca często wymagają maskowania.
- Jak będzie wyglądał odbiór jakości - warto wiedzieć, kto mierzy grubość i czy przewidziano test przyczepności.
- Jak element ma być transportowany po natrysku - świeża lub jeszcze nieuszczelniona powłoka wymaga rozsądnego obchodzenia się z detalem.
Dobrze zaplanowana ochrona antykorozyjna to nie tylko sam pistolet natryskowy, ale cały łańcuch decyzji: przygotowanie, aplikacja, kontrola i ewentualne wykończenie. Jeśli te elementy są opisane jasno, cynk natryskowy daje bardzo przewidywalny efekt i jest jedną z najbardziej sensownych metod ochrony stali tam, gdzie liczy się trwałość, precyzja i możliwość pracy z trudnym kształtem elementu.