Przy gwintowaniu otworu pod M12 najważniejsze nie jest samo oznaczenie, tylko skok gwintu i materiał. Dla najpopularniejszego gwintu M12x1,75 wiertło pod M12 ma zwykle 10,2 mm, ale przy drobniejszym skoku średnica już się zmienia. W praktyce o jakości gwintu decydują też proste rzeczy: prostopadłe wiercenie, fazka na wejściu i odpowiednio dobrany gwintownik.
Najkrótsza odpowiedź i to, co łatwo pomylić
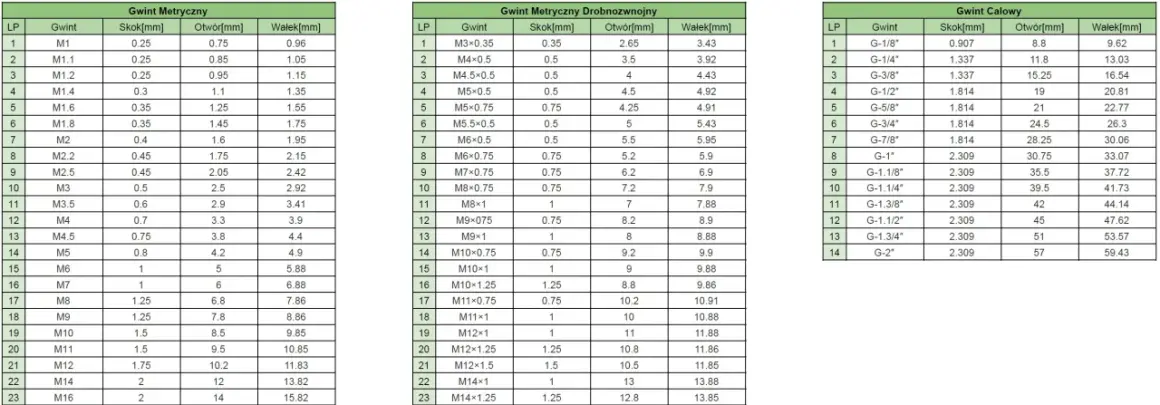
- Dla standardowego gwintu M12x1,75 najczęściej wierci się 10,2 mm.
- Dla M12x1,5 przyjmuje się zwykle 10,5 mm, a dla M12x1,25 około 10,8 mm.
- Samo oznaczenie M12 nie wystarcza, bo liczy się także skok gwintu.
- Gdy śruba ma tylko przejść przez otwór, a nie się w nim nagwintować, potrzebna jest inna średnica: zwykle 13,0-14,0 mm.
- W stali i nierdzewce najlepiej sprawdza się ostra wiertarka HSS-Co lub kobaltowa oraz olej do gwintowania.
- Zbyt mały otwór zwiększa ryzyko złamania gwintownika, a zbyt duży osłabia gwint i zmniejsza jego trzymanie.
Jaka średnica otworu wychodzi pod M12
W gwintowaniu nie wierci się pod samą średnicę zewnętrzną śruby, tylko pod średnicę rdzenia gwintu, czyli tę najmniejszą część przyszłego gwintu. Dlatego otwór pod M12 ma mniej niż 12 mm. W najczęściej spotykanym wariancie, czyli M12x1,75, wybieram 10,2 mm i to jest odpowiedź, która w warsztacie rozwiązuje większość tematów.
| Gwint | Zalecana średnica wiertła | Praktyczna uwaga |
|---|---|---|
| M12x1,75 | 10,2 mm | Najczęstszy gwint metryczny, do mocowań i śrub ogólnego zastosowania |
| M12x1,5 | 10,5 mm | Drobniejszy skok, zwykle trochę lepsza kontrola i większa długość zazębienia |
| M12x1,25 | 10,8 mm | Jeszcze drobniejszy gwint, częsty tam, gdzie liczy się precyzja i odporność na luzowanie |
Warto zapamiętać prostą zasadę: średnica wiertła = średnica nominalna gwintu minus skok. To nie jest perfekcyjna teoria z podręcznika, tylko bardzo użyteczny skrót do szybkiej pracy. Gdy znam skok, od razu wiem, czy mój otwór będzie „na ciasno”, czy zbyt agresywnie dociśnie gwintownik.
W zastosowaniach seryjnych, przy wygniatakach albo w specyficznych zaleceniach producenta narzędzia wartości potrafią się minimalnie przesunąć o kilka dziesiątych milimetra. Do pracy warsztatowej jednak 10,2 mm dla M12x1,75 pozostaje punktem odniesienia, a pozostałe skoki liczy się już zgodnie z ich własnym pasowaniem.
Ten pierwszy krok dobrze ustawia cały proces, ale sam wybór średnicy to jeszcze nie wszystko. Dalej liczy się to, w jaki sposób gwint powstaje i w czym go robisz.
Dlaczego samo M12 nie wystarcza
W praktyce M12 bez dopisku skoku mówi za mało. Najpopularniejszy jest skok 1,75 mm, ale w warsztacie i przemyśle spotyka się też odmiany drobnozwojne. To ważne, bo każda z nich potrzebuje innego wiertła, a pomyłka kończy się najczęściej zbyt ciasnym otworem albo słabym gwintem.
Ja zawsze sprawdzam jeszcze trzy rzeczy:
- Rodzaj gwintownika - klasyczny tnie materiał, a wygniatak formuje gwint bez usuwania wióra; ten drugi zwykle wymaga innego przygotowania otworu.
- Materiał detalu - stal, aluminium i nierdzewka zachowują się zupełnie inaczej przy wierceniu i gwintowaniu.
- Głębokość otworu - w otworze ślepym trzeba zostawić miejsce na wióry i pełne wejście gwintownika.
To właśnie dlatego ta sama średnica nie zawsze działa idealnie w każdej sytuacji. W miękkim aluminium drobna korekta bywa akceptowalna, ale w stali nierdzewnej każdy błąd szybciej ujawnia się w postaci wysokiego oporu i urwanego narzędzia. Z takiego założenia przechodzę już do samego wiercenia, bo tu technika robi dużą różnicę.
Jak wiercić i gwintować, żeby otwór wyszedł czysto
Przy M12 nie lubię przypadkowości. Nawet dobre wiertło nie uratuje pracy, jeśli otwór zacznie uciekać albo gwintownik wejdzie pod kątem. Dlatego działam według krótkiej, powtarzalnej sekwencji.
- Wyznaczam punkt i robię lekkie nabicie punktakiem, żeby wiertło nie „odjechało” na starcie.
- Wiercę prosto, bez dociskania na siłę, pilnując stabilnego prowadzenia narzędzia.
- Jeżeli materiał jest gruby albo trudny, robię otwór wstępny, a dopiero potem przechodzę do 10,2 mm.
- Po wierceniu usuwam gratu i robię delikatną fazkę na wejściu, żeby gwintownik złapał równiej.
- Gwintuję z olejem lub pastą do gwintowania, wykonując ruchy „do przodu i lekko wstecz”, aby łamać wiór.
- Na końcu sprawdzam śrubą, czy gwint wchodzi płynnie bez nadmiernego oporu.
W stali nierdzewnej i w twardszych gatunkach metalu szczególnie ważne są ostre krawędzie tnące i dobre smarowanie. W aluminium z kolei pilnuję czystego odprowadzania wióra, bo zapchane rowki szybko psują jakość otworu. To właśnie tu wychodzą różnice między „da się zrobić” a „da się zrobić dobrze”.
Gdy ktoś narzeka, że gwintownik pęka, bardzo często problemem nie jest narzędzie, tylko zbyt mały otwór, zbyt duża prędkość albo brak fazki na wejściu. To prowadzi wprost do najczęstszych błędów, które widzę najczęściej.
Najczęstsze błędy przy otworze pod M12
Wielu problemów można uniknąć w pięć minut, zanim jeszcze wiertło dotknie materiału. Przy M12 najczęściej potykam się o te same potknięcia:
- Dobór średnicy „na oko” - 12 mm brzmi logicznie, ale dla gwintu jest po prostu za dużo.
- Zużyte wiertło - tępe narzędzie grzeje materiał i robi otwór, który wygląda dobrze tylko z daleka.
- Brak fazki - gwintownik łapie wtedy nierówno i łatwiej go uszkodzić na pierwszych zwojach.
- Zbyt agresywne gwintowanie - zwłaszcza ręczne, bez cofania po wiór.
- Ignorowanie materiału - to, co działa w aluminium, może być katastrofą w stali nierdzewnej.
Najgroźniejszy błąd jest zwykle banalny: ktoś patrzy tylko na oznaczenie M12 i nie sprawdza skoku. A potem dziwi się, że śruba nie wchodzi albo gwintownik pracuje jak w betonie. Właśnie dlatego w warsztacie wolę dwa razy sprawdzić tabelę niż raz wyrzucić narzędzie.
Jest jeszcze jedna sytuacja, która często myli nawet osoby z doświadczeniem: otwór nie ma być gwintowany, tylko przelotowy.
Kiedy potrzebujesz otworu przelotowego zamiast gwintu
Jeżeli śruba M12 ma tylko przejść przez element i dopiero z drugiej strony zostać skręcona nakrętką, nie robi się otworu pod gwint. Wtedy potrzebny jest otwór przelotowy, czyli większa średnica dająca luz montażowy. To nie jest detal, tylko zupełnie inny cel obróbki.
| Rodzaj dopasowania | Średnica otworu dla M12 | Kiedy ma sens |
|---|---|---|
| Ciasne | 13,0 mm | Gdy zależy Ci na dokładnym prowadzeniu i małym luzie |
| Normalne | 13,5 mm | Najbardziej uniwersalne przy typowym montażu |
| Luźne | 14,0 mm | Gdy liczy się szybki montaż albo większa tolerancja ustawienia |
Ta różnica ma znaczenie przy wspornikach, mocowaniach warsztatowych i konstrukcjach skręcanych. Otwór przelotowy ma ułatwiać montaż, a nie trzymać gwint. Jeśli ktoś myli te dwa zastosowania, bardzo łatwo wierci złą średnicę i traci czas na poprawki.
Dlatego przed każdym wierceniem zadaję sobie jedno pytanie: śruba ma się wkręcić w materiał, czy tylko przez niego przejść. Od odpowiedzi zależy nie tylko średnica, ale też cały dobór narzędzi.
Co warto mieć pod ręką, zanim zacznie się wiercenie
Jeżeli M12 pojawia się w warsztacie częściej niż raz na kilka miesięcy, kilka rzeczy naprawdę ułatwia życie. Nie są efektowne, ale oszczędzają błędów i nerwów:
- Wiertło 10,2 mm do standardowego M12x1,75.
- Gwintownik M12 dobrany do konkretnego skoku, najlepiej opisany na opakowaniu lub w kasecie.
- Fazownik albo większe wiertło do lekkiego sfazowania wejścia otworu.
- Olej lub pasta do gwintowania, szczególnie do stali i nierdzewki.
- Suwmiarka, bo pozwala szybko sprawdzić rzeczywistą średnicę po wierceniu.
- Punktak i imadło, czyli duet, który poprawia precyzję bardziej niż niejeden droższy gadżet.
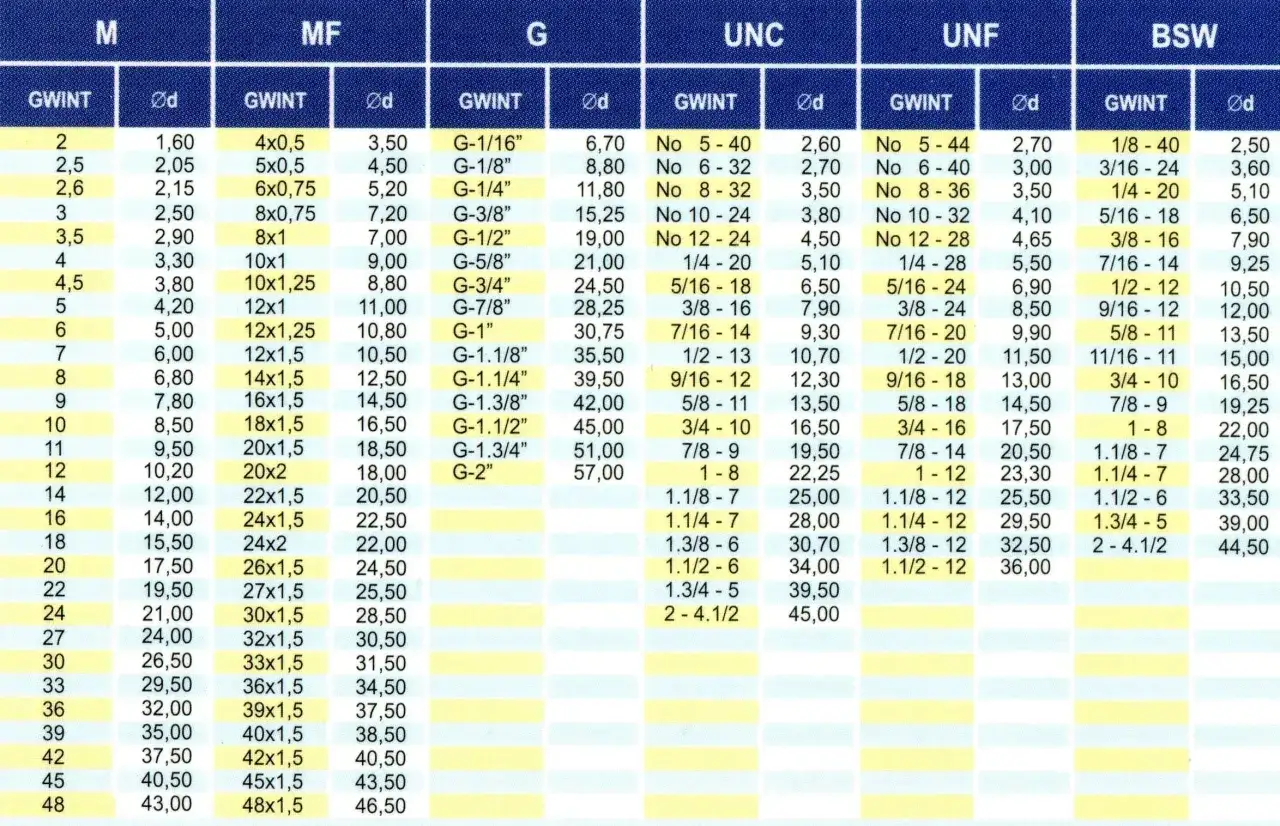
Ja trzymałbym też pod ręką prostą tabelę gwintów. Przy pracy z M12, M10 czy M8 skraca to decyzję do kilku sekund, a przy wieloetapowych mocowaniach właśnie te sekundy robią różnicę. Na koniec zostaje jedna rzecz, która naprawdę porządkuje temat.
Jedna tabela gwintów w szufladzie naprawdę porządkuje pracę
W praktyce najważniejsza odpowiedź brzmi: dla standardowego gwintu M12x1,75 użyj wiertła 10,2 mm. Jeśli pracujesz z drobniejszym skokiem, średnica rośnie, a przy otworze przelotowym wchodzą już zupełnie inne wartości. To właśnie dlatego sama liczba M12 nie wystarcza, żeby bezpiecznie przygotować otwór.
Gdy mam zrobić to szybko i bez zgadywania, sprawdzam trzy rzeczy: skok gwintu, rodzaj otworu i materiał. Taki porządek myślenia dobrze działa zarówno w warsztacie domowym, jak i przy bardziej wymagających mocowaniach. Jeśli trzymasz się tej kolejności, M12 przestaje być zagadką, a staje się po prostu kolejnym poprawnie wykonanym gwintem.