Najważniejsze liczby i zasady do zapamiętania
- UNC to gwint o większym skoku, a UNF o drobniejszym. Dla 1/4-20 UNC zwykle wierci się 5,10 mm, a dla 1/4-28 UNF 5,50 mm.
- Whitworth BSW ma profil 55°, więc nie wolno go mieszać z UNC ani UNF tylko dlatego, że średnica nominalna wygląda podobnie.
- BSPP i BSPT to gwinty rurowe. Tu otwór dobiera się nie tylko pod zarys gwintu, ale też pod szczelność połączenia.
- Przy gwintowaniu skrawającym tabela jest dobrym punktem startowym, ale przy wygniataku otwór musi być większy.
- Zbyt mały otwór podnosi moment i ryzyko złamania narzędzia, a zbyt duży osłabia ząb gwintu.
Jak czytać oznaczenia gwintów calowych
Najpierw rozczytuję oznaczenie, dopiero potem biorę wiertło. W gwintach calowych sama liczba w calach nie mówi jeszcze, jak duży ma być otwór. O sukcesie decydują trzy rzeczy: średnica nominalna, liczba zwojów na cal, czyli TPI, oraz typ systemu. Ja zawsze zaczynam od tego rozróżnienia, bo 1/4-20 UNC i 1/4-28 UNF wyglądają podobnie na papierze, ale wymagają innych wierteł.
- UNC - gwint zunifikowany o większym skoku. W warsztacie jest bardziej wybaczający i zwykle łatwiejszy do ręcznego gwintowania.
- UNF - gwint drobnozwojny. Daje więcej zwojów na tej samej długości, więc sprawdza się tam, gdzie liczy się precyzja i większa powierzchnia styku.
- BSW - Whitworth 55°. To starszy standard brytyjski, który nie jest zamiennikiem UNC/UNF, nawet jeśli rozmiary wydają się podobne.
- BSPP i BSPT - gwinty rurowe. Tu ważniejsza od „śruby” bywa szczelność połączenia.
W praktyce nie mylę też TPI z samą średnicą. TPI to threads per inch, czyli liczba zwojów na cal, i to właśnie ona mocno wpływa na dobór wiertła. Gdy system gwintu się zmienia, zmienia się też średnica otworu, a przy Whitworthu i gwintach rurowych widać to jeszcze wyraźniej.
Najczęściej używane średnice pod UNC i UNF
W tej części trzymam się praktycznych rozmiarów, które najczęściej pojawiają się w warsztacie, serwisie i przy elementach importowanych z USA. To są wartości startowe dla klasycznego gwintowania skrawającego. Jeśli pracujesz na nietypowym materiale albo używasz wygniataka, średnica może być inna.
UNC
| Rozmiar gwintu | TPI | Wiertło [mm] | Uwagi |
|---|---|---|---|
| 1-64 UNC | 64 | 1,55 | Mały rozmiar, częsty w drobnym osprzęcie. |
| 2-56 UNC | 56 | 1,85 | Dobry przykład, jak szybko rośnie skok przy małych średnicach. |
| 4-40 UNC | 40 | 2,35 | Często spotykany w elektronice i lekkich elementach montażowych. |
| 6-32 UNC | 32 | 2,85 | Jeden z najbardziej praktycznych rozmiarów warsztatowych. |
| 8-32 UNC | 32 | 3,50 | Średnica podobna do wielu popularnych wierteł metrycznych. |
| 10-24 UNC | 24 | 3,90 | Grubszy skok, łatwiejsze ręczne gwintowanie. |
| 1/4-20 UNC | 20 | 5,10 | Jeden z najczęściej używanych rozmiarów w mocowaniach. |
| 5/16-18 UNC | 18 | 6,60 | Dobre połączenie między wytrzymałością a prostotą obróbki. |
| 3/8-16 UNC | 16 | 8,00 | Rozmiar, przy którym moment gwintowania zaczyna być wyraźnie odczuwalny. |
| 1/2-13 UNC | 13 | 10,80 | W większych połączeniach liczy się już stabilność prowadzenia wiertła. |
UNF
| Rozmiar gwintu | TPI | Wiertło [mm] | Uwagi |
|---|---|---|---|
| 1-72 UNF | 72 | 1,55 | Bardzo drobny skok, wymaga dokładniejszego prowadzenia narzędzia. |
| 2-64 UNF | 64 | 1,85 | Średnica zbliżona do małych UNC, ale skok wyraźnie drobniejszy. |
| 4-48 UNF | 48 | 2,40 | Lepszy tam, gdzie liczy się większa liczba zwojów na krótkim odcinku. |
| 6-40 UNF | 40 | 2,95 | Nieco większy otwór niż w 6-32 UNC. |
| 8-36 UNF | 36 | 3,50 | Przy małych średnicach różnice między UNC i UNF zaczynają być naprawdę istotne. |
| 10-32 UNF | 32 | 4,10 | W praktyce jeden z najczęstszych drobnozwojnych rozmiarów. |
| 1/4-28 UNF | 28 | 5,50 | Dobry wybór tam, gdzie montaż wymaga większej precyzji niż 1/4-20 UNC. |
| 5/16-24 UNF | 24 | 6,90 | Więcej zwojów, ale też większa wrażliwość na błędy w prowadzeniu. |
| 3/8-24 UNF | 24 | 8,50 | Często używany w precyzyjnych połączeniach mechanicznych. |
| 1/2-20 UNF | 20 | 11,50 | Dla tego samego nominalnego rozmiaru otwór jest wyraźnie większy niż w UNC. |
Najważniejsza praktyczna obserwacja jest prosta: ten sam wymiar nominalny nie oznacza tej samej średnicy wiertła. Właśnie dlatego warto patrzeć nie tylko na sam ułamek, ale też na TPI i pełne oznaczenie systemu. Gdy tylko zmieniasz skok, zmienia się też zachowanie gwintu przy skręcaniu.
Gwinty Whitwortha i rurowe wymagają osobnego doboru
Najwięcej pomyłek widzę właśnie tutaj. Whitworth ma profil 55°, więc nawet jeśli średnica nominalna wygląda znajomo, nie wolno go mieszać z UNC. Z kolei BSPP i BSPT wyglądają podobnie tylko do momentu, gdy zaczynasz je skręcać w instalacji. Jeden jest prosty, drugi stożkowy, a to zmienia nie tylko wiertło, ale też sposób uszczelnienia.
BSW
| Rozmiar gwintu | TPI | Wiertło [mm] | Uwagi |
|---|---|---|---|
| 1/8 BSW | 40 | 2,60 | Profil Whitwortha 55°. |
| 5/32 BSW | 32 | 3,20 | Rozmiar często mylony z amerykańskimi gwintami maszynowymi. |
| 3/16 BSW | 24 | 3,70 | Tu różnice względem UNC zaczynają być wyraźne. |
| 1/4 BSW | 20 | 5,00 | Blisko 1/4-20 UNC, ale nadal inny standard. |
| 5/16 BSW | 18 | 6,40 | Warto sprawdzić pełne oznaczenie, nie tylko średnicę. |
| 3/8 BSW | 16 | 8,00 | Średnica podobna do 3/8-16 UNC, ale profil pozostaje inny. |
| 1/2 BSW | 12 | 10,80 | Dobry przykład, że sama średnica nie identyfikuje gwintu. |
| 5/8 BSW | 11 | 13,50 | Rozmiar spotykany w starszych konstrukcjach i osprzęcie brytyjskim. |
| 3/4 BSW | 10 | 17,00 | Przy większych średnicach liczy się już także sztywność detalu. |
Tu właśnie widać pułapkę: 1/2 BSW ma taką samą średnicę wiertła jak 1/2-13 UNC, ale to nie znaczy, że gwinty są zamienne. W warsztacie wystarczy jedna taka pomyłka, żeby połączenie złapało luz albo w ogóle nie dało się poprawnie skręcić.
Przeczytaj również: Wiertło pod konfirmaty - Jak wybrać i wiercić bez błędów?
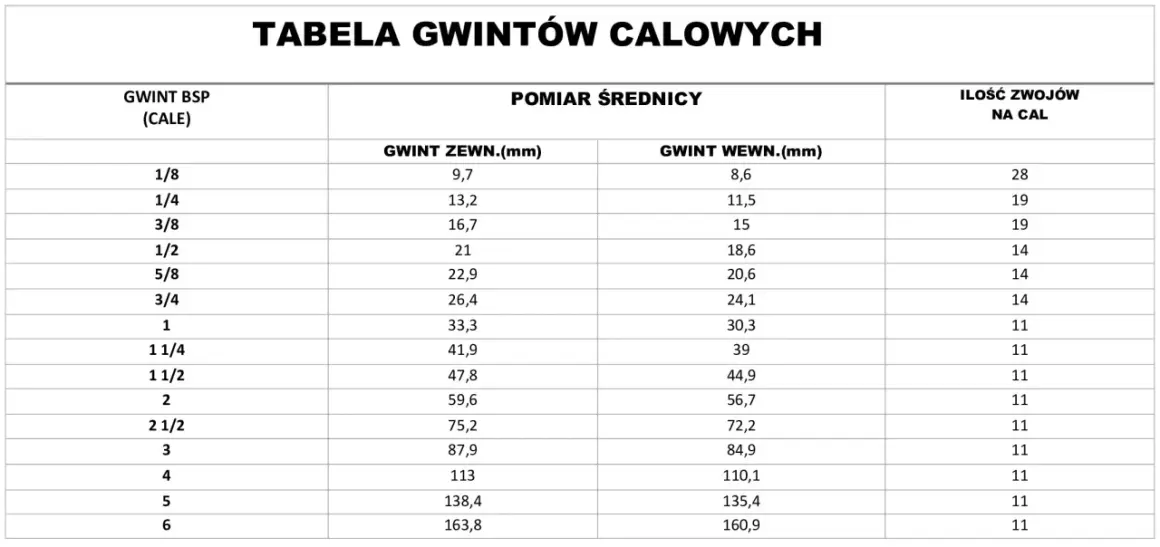
BSPP i BSPT
| Rozmiar | TPI | BSPP | BSPT | Co to oznacza |
|---|---|---|---|---|
| 1/8 BSP | 28 | 8,7 mm | 8,3 mm | Parallel i tapered nie pracują tak samo, więc nie używam jednej średnicy „z przyzwyczajenia”. |
| 1/4 BSP | 19 | 11,6 mm | 11,1 mm | Gwint rurowy wymaga kontroli szczelności, nie tylko pasowania śruby. |
| 3/8 BSP | 19 | 15,0 mm | 14,7 mm | Wersja stożkowa pracuje inaczej na długości gwintu. |
| 1/2 BSP | 14 | 19,0 mm | 18,3 mm | Tu różnica w średnicy zaczyna mieć znaczenie dla uszczelnienia. |
| 3/4 BSP | 14 | 24,6 mm | 23,8 mm | Przy większych średnicach warto sprawdzić także długość zazębienia. |
| 1 BSP | 11 | 30,6 mm | 29,8 mm | To już typowe połączenie instalacyjne, a nie klasyczny gwint do śruby. |
Jeśli pracujesz z instalacją, pamiętaj o jednej rzeczy: gwinty rurowe nie służą tylko do przenoszenia siły, ale często również do uszczelniania medium. Dlatego dobór średnicy otworu, właściwego typu gwintu i ewentualnego uszczelniacza trzeba traktować jako jeden zestaw decyzji, a nie trzy osobne kroki.
Kiedy zwykła tabela nie wystarcza
W praktyce tabela nie jest wyrocznią, tylko bezpiecznym punktem startowym. Najczęściej koryguję średnicę wtedy, gdy materiał jest twardszy niż zwykła stal konstrukcyjna, gdy gwintuję ręcznie długim gwintownikiem albo gdy używam wygniataka zamiast gwintownika skrawającego. W takich sytuacjach zbyt mały otwór szybko podnosi moment, a to kończy się urwaniem narzędzia albo zbyt dużym oporem przy montażu.
Przykład jest prosty: dla tego samego rozmiaru, przy wygniataniu otwór bywa wyraźnie większy niż przy klasycznym gwintowaniu. To nie jest błąd, tylko inna technologia pracy materiału.
| Gwint | Gwintownik skrawający | Wygniatak | Co to zmienia |
|---|---|---|---|
| 6-32 UNC | 2,85 mm | 3,15 mm | Wygniatak potrzebuje więcej miejsca na przemieszczenie materiału. |
| 10-24 UNC | 3,90 mm | 4,30 mm | Mniejszy opór, ale płytsze wypełnienie zwoju. |
| 1/4-20 UNC | 5,10 mm | 5,75 mm | Dobry przykład różnicy między obiema metodami. |
| 3/8-16 UNC | 8,00 mm | 8,75 mm | Przy większych gwintach wzrost średnicy ma już wyraźny wpływ na pracę narzędzia. |
- W miękkim aluminium lub mosiądzu czasem zostaję bliżej wartości z tabeli, bo materiał łatwo się odkształca i szybciej łapie pełny zarys gwintu.
- W stali nierdzewnej ostrożniej podchodzę do zbyt ciasnych otworów, bo moment rośnie gwałtownie, a tarcie potrafi zniszczyć gwintownik.
- W otworach ślepych pilnuję głębokości wiercenia, bo sama średnica to za mało, jeśli na dnie zabraknie miejsca na wiór i końcówkę gwintownika.
- Przy zużytym wiertle nie ufam staremu oznaczeniu na opakowaniu, tylko sprawdzam realną średnicę suwmiarką.
- Przy pracy ręcznej wolę lekko większy otwór niż zbyt ciasny, bo zysk w płynnym gwintowaniu zwykle jest większy niż minimalna utrata nośności.
Z tego samego powodu łatwo popełnić kilka powtarzalnych błędów, które psują nawet dobrze zaplanowaną pracę.
Najczęstsze błędy przy wierceniu otworów pod gwint calowy
- Mylenie UNC z UNF - na pierwszy rzut oka rozmiary bywają podobne, ale skok jest inny i dobór wiertła też powinien być inny.
- Branie wymiaru nominalnego za średnicę wiercenia - 1/4 cala nie oznacza, że mam wiercić 6,35 mm.
- Zamiana gwintu rurowego na maszynowy - BSPP, BSPT i UNC to różne zastosowania, a nie warianty jednego systemu.
- Wiercenie tępym narzędziem - zamiast czystego otworu dostaję poszarpany zarys, który potem źle prowadzi gwintownik.
- Brak chłodzenia i smarowania - przy stali i stali nierdzewnej to prosta droga do zatarcia narzędzia.
- Zbyt mała głębokość otworu ślepego - gwintownik dobiega do końca, a wiór nie ma gdzie uciec.
- Gwintowanie bez kontroli osi - nawet poprawna średnica nie uratuje połączenia, jeśli gwintownik wejdzie krzywo.
Gdy unikniesz tych kilku rzeczy, sam dobór średnicy staje się dużo prostszy. Zostaje już tylko przygotować warsztat tak, żeby nie tracić czasu na szukanie właściwego wiertła w połowie pracy.
Co trzymać w skrzynce, żeby gwinty calowe nie zabierały czasu
Ja w takim zestawie trzymam kilka rzeczy, które naprawdę skracają robotę: wiertła w najczęściej używanych rozmiarach, przymiar do TPI, olej do gwintowania i kawałek materiału do próby. To wystarcza, żeby nie zgadywać, tylko szybko potwierdzić, czy otwór i gwint pasują do siebie tak, jak powinny.
- Wiertła calowe i metryczne - przydają się, bo część średnic z tabel łatwiej znaleźć w jednej niż w drugiej wersji.
- Przymiar TPI - pomaga odróżnić 20, 24, 28 czy 32 zwoje na cal, które na oko potrafią być bardzo podobne.
- Olej do gwintowania - obniża tarcie i wydłuża życie gwintownika, szczególnie w stali.
- Śruba wzorcowa albo sprawdzian - najprostszy test, czy gwint wszedł równo i bez zbędnego oporu.
Jeśli mam te cztery rzeczy pod ręką, dobór średnicy przestaje być zgadywaniem. Najpierw rozpoznaję system gwintu, potem biorę wymiar z tabeli, a na końcu koryguję go pod materiał i narzędzie. To najkrótsza droga do powtarzalnych otworów i do gwintów, które skręcają się bez walki.